積層ピッチの調節機能があり、素材や用途に合わせて造形条件を選べるため、この1台で部品や試作品など幅広いプリンティングが行えます。ここでは、Fortusの産業用(業務用)3Dプリンターの活用事例や強みなどについてまとめました。
機械加工の際に、複雑形状の部品等を固定するために使用されるソフトジョーをFortus 450mcを使って製作。FDM® Nylon 12CFカーボンファイバー素材を使用することで、50%のコスト削減を実現。さらに、ソフトジョー準備にかかる時間を従来から2日短縮し、プロダクト生産にかかる日程も最大2週間の短縮に成功しています。
治具を実使用する前提で、穴・ボス・段差・面を組み合わせた評価ブロックを複数条件で造形し、測定して社内の要求公差と照合する流れにすると、判断がぶれにくくなります。測定結果から、造形方向(基準面をどこに置くか)と積層ピッチの選択、さらに必要な後加工(面出し・穴仕上げなど)を前提にするかを決めると、初回の作り直しを減らせます。なお、製品ページ本文だけでは精度の公称値が読み取りにくい場合がありますが、公式仕様書(PDF)には達成可能精度(Achievable accuracy)として「±0.127mm または ±0.0015mm/mm(大きい方)」などの記載があります。達成可能精度は、形状・材料・造形条件・測定方法などの前提に依存するため、重要寸法は仕様書の前提を確認したうえで評価片で傾向と再現性を実測し、社内条件に落とし込みます。
参照元:Stratasys公式HP(https://www.stratasys.co.jp/resources/case-studies/east-west-industries/)
大量生産が難しい古くなった列車の交換部品を製造するために、Fortusシリーズの産業用(業務用)3Dプリンターを導入。少量の部品を短時間かつ低コストでプリントできる点が評価されています。スピーディーに交換部品を製造・設置が行えるようになったことで、車両を迅速に運行へ戻せるように。最終的には乗客へのサービスの質向上にもつながっています。
交換部品は、まず嵌合部・取付穴・勘合面といった「合わないと成立しない箇所」だけを切り出した小型の検証モデルで、はめ合いと取付性を先に確認すると手戻りを抑えられます。そこで得た傾向を踏まえて、全体造形に展開し、必要なら穴仕上げや面出しなどの後加工を工程として組み込みます。積層ピッチは、外観優先なら細かめ、嵌合や重要寸法は評価結果に合わせて細かめ、スピード優先や大型形状は粗め、と目的で使い分けると判断が整理しやすいです。重要寸法は、公式仕様書の前提と合わせて評価片で実測し、成立条件を社内標準として固定します。
参照元:Stratasys公式HP(https://www.stratasys.co.jp/resources/case-studies/angel-trains/)
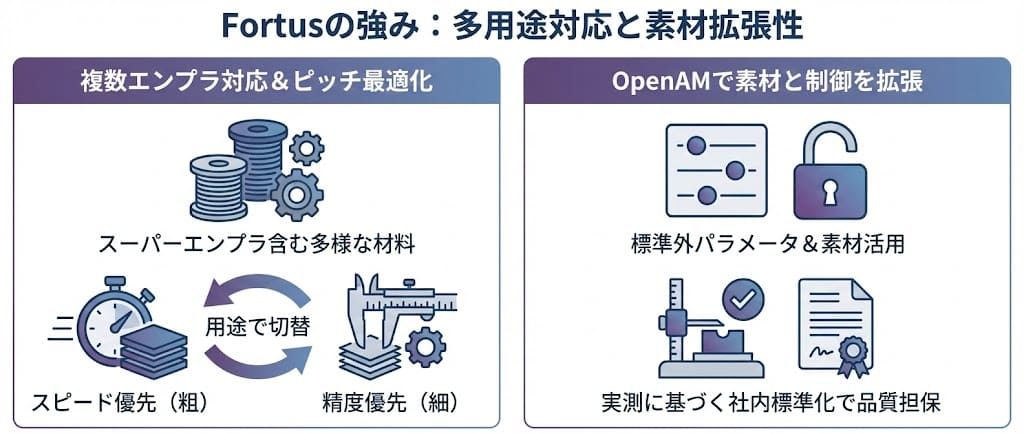
航空機にも使用されているスーパーエンプラULTEM™をはじめ、Stratasys公式では21種類の材料オプション(2025-12-19時点)が案内されています。耐久性が必要とされる部品や量産品など、様々な分野において試作品や治具を3Dプリントすることができます。
また、積層ピッチは4段階から設定でき、精細さを求めるプリントやスピードを求めるプリントなど、素材や用途に合わせてピッチを調整できるのも魅力です。
積層ピッチ(0.330/0.254/0.178/0.127mm)は、まず干渉確認や形状成立を目的に標準的な条件で当てにいき、必要に応じて最適化していく使い方が現実的です。嵌合や穴位置など重要寸法が効く箇所は、0.178mmや0.127mmなど細かめで面の段差と寸法のばらつきを抑える方向で検討します。大型治具や納期優先の案件は、0.330mmや0.254mmなど粗めで造形時間を短縮し、必要な面だけ後加工で仕上げる考え方が取りやすいです。精度ニーズが高い場合は、公式仕様書(達成可能精度の記載)を前提にしつつ、いきなり本番形状にせず評価片で寸法の出方と再現性の傾向を先に確認してから条件を固定します。
OpenAMソフトウェアと一緒に使用することで、造形パラメータ(機械制御)を調整し、標準設定の範囲を超えた造形結果を狙うことも可能です。また、Stratasys社のValidated(検証済み)マテリアルを活用して、選択可能な素材の拡張を図ることもできます。OpenAMを活用すれば、特別な用途に応じた造形を進めやすくなるでしょう。
OpenAMでパラメータ調整を行う場合は、まず標準片(寸法確認用の穴・平面・段差など)を同一条件で造形し、測定結果と外観を基準として「合否」と「再現性」を確認してから次の条件へ進めると、運用しやすくなります。新材や新条件の導入時は、条件を増やし過ぎずに変更点を一つずつ管理し、採用条件は社内標準(造形方向・積層ピッチ・後加工の有無・測定方法)として固定します。精度の考え方は、製品ページ本文だけに依存せず、公式仕様書(達成可能精度の記載)と実測結果をセットで扱い、達成可能精度は前提条件に依存することを明確にしたうえで、品質の担保は標準片での実測と社内ルール化を前提に組み立てます。
参照元:Stratasys公式HP(https://www.stratasys.co.jp/software/openam/)
Fortusは、航空宇宙や自動車、鉄道、石油・ガス、製造業など幅広い業界に向けて開発された3Dプリンターです。スーパーエンプラの加工にも対応しているため、試作品はもちろん耐久性が必要とされる工具や部品、治具などの3Dプリントも行えます。特に特殊素材でプリントを行いたいケースに向いていると言えるでしょう。
上記の仕様は、「方式」「積層ピッチ(層の細かさ)」「素材(材料特性)」「造形サイズ(入る大きさ)」「達成可能精度(仕様書の公称指標)」という公開項目を整理したものです。一方で、実際の寸法成立性は「材料×積層ピッチ×造形方向×後加工×運用条件」に依存します。達成可能精度も前提条件に依存するため、仕様表は選定の入口として使い、重要寸法は評価片の実測(評価片→測定→条件固定)と社内要求(公差・使用環境・後加工可否)に照らして最終判断する方針が安全です。
Fortus 450mcは、製造用途での耐久性・精度・再現性を狙った設計として公式に位置づけられています。精度の目安としては、公式仕様書に達成可能精度(Achievable accuracy)「±0.127mm または ±0.0015mm/mm(大きい方)」の記載があります。ただし、達成可能精度は形状・材料・造形条件・測定方法などの前提に依存します。そのため、精度は「材料×積層ピッチ×造形方向×後加工×運用条件」をセットで管理し、社内要求に対して実測で成立を確認する考え方が基本になります。狙う寸法が厳しいほど、評価片で傾向を掴んでから本番形状へ展開する手順が有効です。
精度を左右しやすい仕様は、積層ピッチ(0.330/0.254/0.178/0.127mm)の4段階、造形サイズ(406mm x 355mm x 406mm)、そして材料選定の3点です。積層ピッチは面の段差と造形時間のトレードオフになり、重要寸法や外観の要求に合わせて選ぶ必要があります。造形サイズは一体造形の自由度に直結しますが、大型形状ほど評価箇所(基準面・穴位置など)を絞って管理すると運用しやすくなります。材料は耐熱・耐薬品などの適性だけでなく、形状の保持や後加工のしやすさにも関わるため、要求から逆算して選定します。
評価は、穴・ボス・段差・面を含む標準片(または対象部位の切り出し片)を造形し、測定して社内要求公差と照合するところから始めます。測定結果に基づき、造形方向(基準面の置き方)と積層ピッチ、必要な後加工の有無を決め、同条件で複数回造形して再現性の傾向を確認します。公式仕様書の公称指標(達成可能精度)を前提として参照しつつ、達成可能精度は前提条件に依存する点を踏まえ、「実測で成立している条件」を社内標準として固定することが重要です。固定後は、材料ロット・乾燥状態・清掃/メンテ状況など運用条件のばらつきを減らし、測定方法(測定具・測定点・判定基準)も合わせてルール化します。
材料は、用途の要求(耐熱、耐薬品、強度、表面性状など)を先に整理し、次に形状の重要寸法と後加工可否を踏まえて選ぶとブレにくくなります。公式ページで紹介されている材料の要点を踏まえつつ、最終的には評価片で寸法の出方と再現性を確認してから本番に展開します。なお、材料ごとの詳細な数値特性(引張強度など)は材料データシート側に整理されているため、必要な場合は材料ごとの一次資料も確認し、社内基準に沿って評価を行います。
| 材料 | 特性の要点(公式ページの記載範囲) | 用途イメージ(精度ニーズが出やすい例) |
|---|---|---|
| ASA | ABSとよく似た特性、UV耐性、表面が滑らか | 外観面を見せたい治具カバー、表面性状を重視する試作(重要寸法は仕様書前提+評価片で事前確認) |
| FDM Nylon 12CF | 高強度カーボンファイバー配合ナイロン、重量比強度が高い | 荷重がかかる治具・固定具、たわみを抑えたいワーク保持具(穴位置や当たり面の管理を重視) |
| ULTEM™ 9085 | 高耐熱性と高耐薬品性、高い重量比強度 | 耐熱・耐薬品の要求がある部品/治具、使用環境が厳しい交換部品(嵌合部は切り出し検証から) |
| Antero 800NA | PEKKベース、優れた機械特性、耐薬品性、超低ガス放出特性 | ガス放出を嫌う環境や耐薬品が求められる部品/治具、条件固定と再現性確認を前提にした運用 |
積層ピッチは、面品位(段差の見え方)と造形時間のバランスを決めるレバーで、重要寸法がある箇所ほど評価片で傾向を見てから選ぶのが安全です。材料は、耐熱・耐薬品・強度などの要求に対して候補を絞り、次に形状の成立性(反りやすさの出方は形状依存のため)と後加工の前提を含めて判断します。造形サイズは一体化の自由度につながりますが、重要寸法の基準面と測定点を先に決めておくと、検証のやり直しを減らせます。精度は仕様書の公称指標(達成可能精度)も参照しつつ、達成可能精度は前提条件に依存する点を踏まえ、実測で社内基準を作り、条件・方向・後加工・測定をセットで標準化して運用します。
外注待ちの長さ、ブレによるスピードの上げづらさ、大型・耐熱部品の作りにくさは、現場の生産性を下げます。 産業用(業務用)3Dプリンターを選ぶ際には、各課題解決に適した機能特徴を持つ製品を選ぶようにするとよいでしょう。ここでは、主な製造現場の課題別に、おすすめの製品を紹介します。