BMD方式は、金属粉末と樹脂バインダーを混合した材料を用いて造形を行い、その後、装置・材料に応じたバインダー除去と焼結を経て金属部品へ仕上げる3Dプリンティング技術です。粉末を直接溶融する方式と比べて材料管理がしやすく、設備面でも検討しやすい場合があるため、設計開発の現場で試作や治具製作に活用されています。本記事では、BMD方式の仕組みやメリット、留意点、他方式との違い、具体的な利用シーンについて解説します。
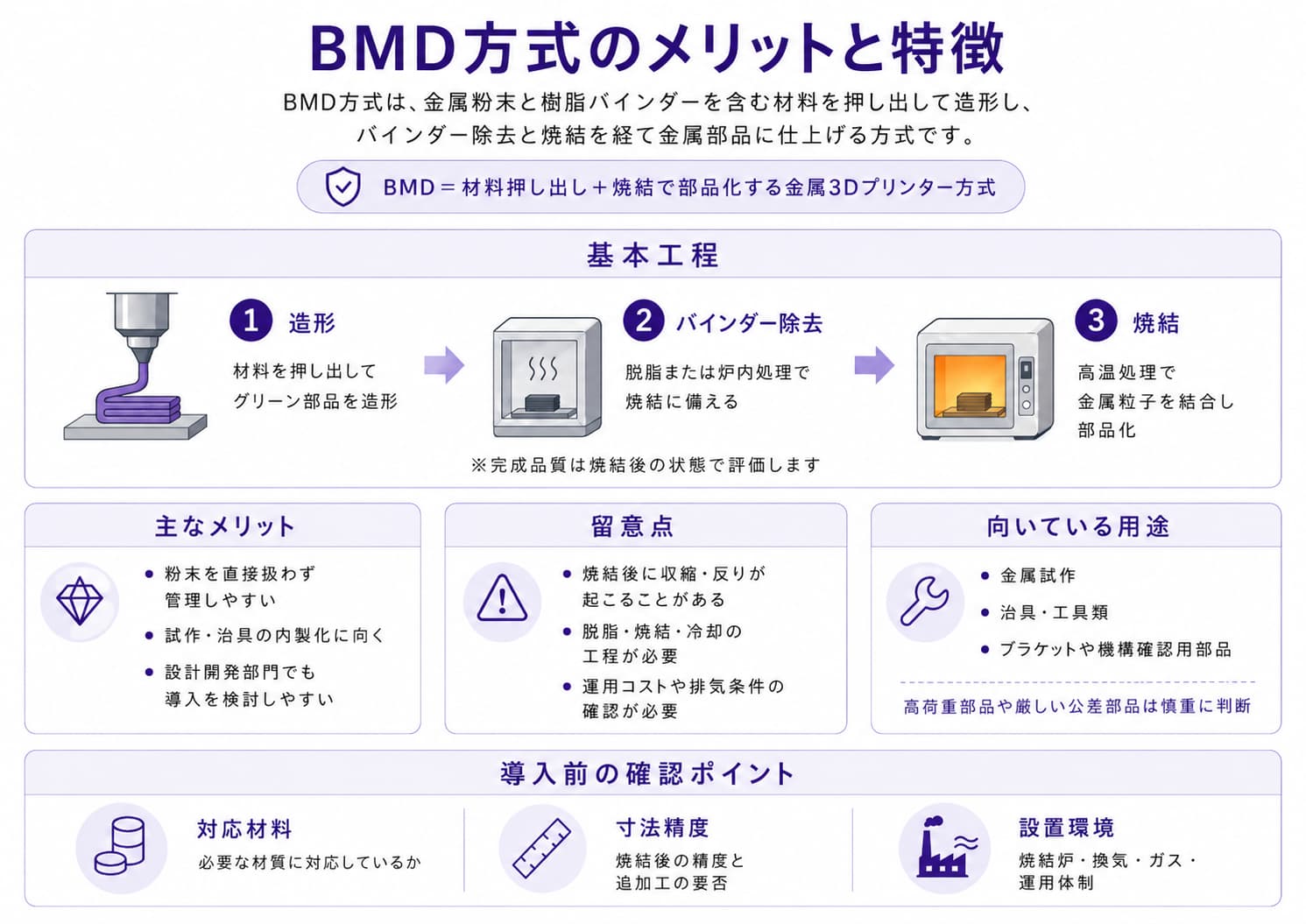
BMD(Bound Metal Deposition)方式は、金属粉末と樹脂バインダーを混ぜたフィラメント材料を加熱しながら押し出し、層を重ねて造形する技術です。
造形直後は「グリーン部品」と呼ばれる中間成形体の状態で、その後、装置・材料に応じた脱脂または炉内でのバインダー除去と焼結を経て、金属部品として使用できる状態に仕上げます。バインダーを取り除き、焼結炉で高温処理することで金属粒子が結合する仕組みです。
この手法は金属粉末射出成形(MIM)の技術を応用したもので、焼結時に寸法が収縮する点もMIMに共通しています。粉末を直接溶かさないので材料を扱いやすく、設計検証から治具製作まで幅広く活用されています。
BMD方式は、造形してすぐに金属部品として完成する方式ではなく、造形後に装置・材料に応じたバインダー除去を経て、焼結により部品化する方式です。樹脂3Dプリンターに近い感覚で形状を作れる一方で、最終的な強度や寸法は焼結後の状態で判断する必要があります。
そのため、BMD方式を検討する際は、造形機の使いやすさだけでなく、焼結後の収縮、サポート除去、後加工、検査まで含めて工程全体を見ることが重要です。特に、金属試作や治具製作で使う場合は、造形直後の見た目ではなく、焼結後に必要な寸法・強度を満たせるかを確認する必要があります。
BMD方式では、金属粉末を樹脂バインダーでまとめた材料をノズルから押し出し、層を重ねて形状を作ります。造形の動きはFDM方式に近く、金属粉末をレーザーで直接溶かす方式とは異なります。
造形直後の部品は「グリーン部品」と呼ばれる中間状態です。この段階では、金属粉末とバインダーが混ざった状態で形を保っているため、完成部品としての強度や寸法精度を評価する段階ではありません。
グリーン部品には、金属粉末を保持するためのバインダーが含まれています。焼結前または焼結炉内の加熱過程では、このバインダーを取り除く処理が必要です。材料や装置によって工程の呼び方や処理方法は異なりますが、最終的に金属粒子同士を結合させるための前処理として考えると分かりやすいです。
この工程を理解しておかないと、「造形時間」だけでリードタイムを見積もってしまうおそれがあります。BMD方式では、造形時間に加えて、脱脂または炉内でのバインダー除去、焼結、冷却、サポート除去、必要に応じた追加工まで含めてスケジュールを見ておく必要があります。
焼結工程では、炉の中で部品を高温処理し、バインダーを取り除きながら金属粒子同士を結合させます。これにより、造形直後の中間成形体から、金属部品として使用できる状態に近づきます。
ただし、焼結時には寸法が収縮します。ソフトウェア側で収縮を見込んだ補正が行われる場合もありますが、肉厚差が大きい形状、細長い形状、片側に荷重がかかりやすい形状では、変形や反りのリスクがあります。BMD方式で安定した部品を作るには、焼結後の状態を前提にした設計が欠かせません。
ワンポイント:BMD方式は「造形しやすい金属3Dプリンター方式」として見られやすい一方で、完成品質は焼結後の状態で評価する必要があります。導入時は、造形機だけでなく焼結炉・後処理・検査まで含めて評価することが重要です。
参照元:Desktop Metal(https://www.desktopmetal.com/products/studio)
粉末を直接溶融させる方式と比べて、BMD方式は材料管理や設備面でのハードルを抑えやすい方式です。サポート材の除去や後処理も工夫しやすいため、試作から治具製作まで設計開発の現場で導入しやすい技術です。検討の際は、造形装置だけでなくバインダー除去・焼結を含めた工程全体で評価することが重要です。
ワンポイント:焼結時の等方的な収縮を前提とした寸法補正が自動で行われる一方、肉厚差が大きい部位では変形リスクが高いため、肉厚の均一化やリブ配置などの設計配慮が求められます。
BMD方式は、金属粉末をレーザーで直接溶かす方式ではなく、金属粉末を含む材料を押し出してから焼結する方式です。同じ金属3Dプリンターでも、SLM方式、DED方式、バインダージェット方式とは、材料の扱い方、熱源、後工程、向いている用途が異なります。
方式名だけで比較すると分かりにくいため、導入検討時は「粉末を直接扱うか」「レーザーやビームを使うか」「焼結が必要か」「どのような部品に向くか」の4点で見ると判断しやすくなります。
| 方式 | 主な仕組み | 特徴 | 向いている用途 |
|---|---|---|---|
| BMD方式 | 金属粉末を含む材料を押し出し、焼結して金属部品にする | 粉末やレーザーを直接扱わず、設計開発部門でも検討しやすい | 金属試作、治具、小型部品、機能確認用部品 |
| SLM方式・PBF方式 | 粉末床に敷いた金属粉末をレーザーなどで選択的に溶融する | 高密度・高強度の部品を狙いやすい一方、粉末管理や設備条件の確認が必要 | 高強度部品、複雑形状部品、量産前提の検証部品 |
| DED方式 | 金属粉末やワイヤーを供給しながら、レーザー、電子ビーム、アークなどで溶融・堆積する | 大型部品や補修用途に使われることがあるが、BMD方式とは造形原理が異なる | 大型造形、補修、肉盛り、既存部品への追加加工 |
| バインダージェット方式 | 粉末床に結合剤を噴射し、後工程で焼結する | 焼結を使う点はBMD方式と近いが、材料を押し出す方式ではない | 複数部品の一括造形、小型部品の量産検討 |
SLM方式やPBF方式は、金属粉末を敷き詰めた層にレーザーなどを照射して、必要な部分だけを溶融・凝固させる方式です。BMD方式は、金属粉末を含んだ材料を押し出して形を作り、後工程の焼結で金属部品化する点が異なります。
そのため、BMD方式は粉末床を扱う設備に比べて導入しやすい場合があります。一方で、焼結後の収縮や変形を見込む必要があるため、単純に「扱いやすいから精度管理も簡単」とは判断できません。必要な強度、寸法精度、部品サイズに応じて方式を選ぶことが大切です。
DED方式は、金属粉末やワイヤーを供給しながら、レーザー、電子ビーム、アークなどのエネルギー源で溶融し、材料を堆積させる方式です。大型部品の造形や補修、既存部品への肉盛りなどで検討されることがあります。
BMD方式は、DED方式のように材料を供給しながら溶融堆積する方式ではありません。金属粉末を含む材料を押し出して形状を作り、その後に焼結する方式です。BMD方式を調べる際は、レーザーを使う金属積層方式と混同しないように注意が必要です。
バインダージェット方式は、粉末床に結合剤を噴射して形を作り、その後に焼結する方式です。焼結を行う点ではBMD方式と共通しますが、BMD方式は材料をノズルから押し出して造形するため、造形の考え方が異なります。
複数部品の一括造形や量産を検討する場合はバインダージェット方式が候補になることがあります。一方、設計部門で金属試作や治具を内製したい場合はBMD方式のように、目的によって適した方式は変わります。方式名だけで判断せず、造形したい部品のサイズ、数量、要求精度、後処理の条件をそろえて比較することが重要です。
ワンポイント:BMD方式は、金属3Dプリンターの中でも「材料押し出し+焼結」で部品化する方式です。レーザーで粉末を直接溶かす方式とは、設備条件も得意な用途も異なります。
参照元:アルテック株式会社(https://www.3d-printer.jp/desktop-metal/bmd.html)
参照元:Desktop Metal(https://www.desktopmetal.com/products/studio)
設備導入のハードルが比較的低い反面、焼結工程を前提とするため、運用コストや設置条件は工程全体で判断する必要があります。運用コストは材料費だけでなく、ガス使用や排気設備、品質評価まで含めて検討することが必要です。
ワンポイント:導入検討時は「どこまでをBMDで内製し、どこからを切削・SLMなど他プロセスに任せるか」を設計段階で線引きしておくことが重要です。
BMD方式は、少量の金属試作や治具製作には向いていますが、すべての金属部品に適しているわけではありません。焼結工程を経るため、部品の形状、肉厚、寸法公差、荷重条件によって向き・不向きが出ます。
導入検討時は、「金属で作れるか」だけでなく、「焼結後に必要な精度を満たせるか」「追加工を前提にするか」「安全性が求められる部品か」を分けて考えることが大切です。
BMD方式に向いているのは、少量で必要になる金属部品や、設計変更を繰り返しながら形状を確認したい部品です。たとえば、治具、ブラケット、工具類、ノズル、機構確認用の金属試作、切削では作りにくい内部形状を持つ小型部品などが挙げられます。
外注加工では納期がかかる部品でも、社内で造形から焼結までの流れを確立できれば、設計変更後の確認サイクルを短くしやすくなります。特に、樹脂試作では強度や耐熱性が足りない場合に、金属で形状や使用感を確認できる点がメリットです。
一方で、高い荷重が継続的にかかる部品、安全性に直結する部品、厳しい寸法公差が求められる部品は慎重に判断する必要があります。BMD方式では焼結時の収縮や変形を見込む必要があり、形状によっては追加工や検査が前提になるためです。
また、大型部品や薄肉で反りやすい部品、肉厚差が大きい部品も注意が必要です。造形自体はできても、焼結後に狙った寸法や形状を維持できるかは、材料・形状・配置・後処理条件によって変わります。
BMD方式だけで最終部品まで仕上げるのではなく、切削加工や他の金属3Dプリンター方式と使い分ける考え方も重要です。たとえば、BMD方式で初期試作や組み付け確認を行い、最終仕様では切削加工やSLM方式を使うといった進め方があります。
特に、公差が厳しい嵌合部、ねじ部、摺動部、シール面などは、BMD方式で全体形状を作ったうえで、必要な箇所だけ追加工する方が現実的な場合があります。BMD方式を導入する際は、どの部品を内製し、どの部品を外注や他方式に任せるかをあらかじめ整理しておくと、運用後のミスマッチを減らしやすくなります。
ワンポイント:BMD方式は、金属部品を手軽に作るための万能な方法ではなく、少量試作や治具製作に強みを出しやすい方式です。高負荷部品や厳しい公差部品では、評価・追加工・他方式との使い分けが必要です。
参照元:Desktop Metal(https://www.desktopmetal.com/products/studio)
BMD方式は、金属で形状や剛性を確認したい一方で、大量生産ではなく少数での検証が必要な場合に適しています。代表的な用途としては、治具や工具類の内製化があげられます。外注すると時間がかかる金型周辺の部品を、短納期で用意したい場合にも有効です。
また、機構部品の機能検証用モデルとしても利用価値があります。実際に組み付けて干渉の有無を確認したり耐久性の目安を把握したりする際にも役立ちます。切削加工を外部に依頼する前段階で設計の妥当性を検証できるため、開発プロセスの効率化にもつながります。
少量・短納期で金属部品が必要になる設計開発の現場と相性の良い手法です。
ワンポイント:設備投資や安全対策の条件を確認したうえで運用できれば、開発部門や設計部門が主体となって金属試作を進めやすい方式です。
BMD方式を検討するときは、造形機の価格やスペックだけでなく、材料、焼結、後処理、設置環境、検査体制まで含めて確認することが重要です。造形機だけを見て導入すると、焼結後の寸法や運用コストで想定とのズレが出る場合があります。
問い合わせや比較検討を進める前に、以下の項目を整理しておくと、BMD方式が自社用途に合うか判断しやすくなります。
まず確認したいのは、造形したい材料に対応しているかです。BMD方式では、ステンレス鋼、工具鋼、銅、ニッケル系合金などが検討対象になる場合がありますが、対応材料は装置や材料ライブラリによって異なります。
同じBMD方式でも、すべての装置で同じ金属材料を使えるわけではありません。耐食性を重視するのか、耐熱性を重視するのか、靭性や硬さを重視するのかを整理し、必要な材料が対応範囲に入っているか確認しましょう。
BMD方式では、焼結後に部品が収縮します。そのため、造形データ上の寸法だけでなく、焼結後にどの程度の寸法精度が必要かを確認する必要があります。
特に、穴径、ねじ、嵌合部、摺動部、シール面などは、造形後や焼結後に追加工が必要になる場合があります。導入前には、完成品として必要な寸法公差と、追加工を許容できる範囲を整理しておくことが大切です。
BMD方式では、造形サイズだけでなく、焼結炉に入るサイズや焼結時の変形リスクも確認する必要があります。造形機の造形エリアに収まっていても、焼結後の品質が安定しにくい形状であれば、設計変更が必要になる場合があります。
細長い部品、薄肉の部品、肉厚差が大きい部品、片側に重量が偏る部品は、焼結時の変形リスクを考慮する必要があります。導入前には、実際に作りたい部品の形状をもとに、サポート設計や配置、焼結後の補正方法まで確認しましょう。
BMD方式は、金属粉末を直接扱う方式と比べて導入しやすい場合がありますが、焼結炉や換気、電源、材料保管などの確認は必要です。装置によってはガスや排気条件の確認が必要になるため、設計部門だけで判断せず、設備・安全衛生・品質保証の担当者ともすり合わせておくと安心です。
また、造形データの準備、材料交換、焼結炉の運用、サポート除去、検査まで誰が担当するかも重要です。BMD方式を継続的に活用するには、装置を導入するだけでなく、社内で運用できる体制を整える必要があります。
ワンポイント:BMD方式の導入判断では、「造形できるか」だけでなく、「焼結後に使える部品になるか」「社内で安全に運用できるか」まで確認することが重要です。
参照元:Desktop Metal(https://www.desktopmetal.com/products/studio)
参照元:アルテック株式会社(https://www.3d-printer.jp/desktop-metal/bmd.html)
設計開発において金属部品の試作が必要になった際、BMD方式は有力な選択肢のひとつとなります。粉末を直接扱わない仕組みのため、材料管理の負担を抑えやすく、治具や試作部品を社内で製作しやすい点が魅力です。ただし、バインダー除去・焼結に伴うランニングコストや設置時の排気条件、そして材料の機械的特性については、社内の設置条件にあわせて事前の評価も必要です。
どの用途に使うかを明確にし、造形から焼結までの工程全体を見据えて運用を設計すれば、設計開発の現場での活用が進みます。
外注待ちの長さ、ブレによるスピードの上げづらさ、大型・耐熱部品の作りにくさは、現場の生産性を下げます。 産業用(業務用)3Dプリンターを選ぶ際には、各課題解決に適した機能特徴を持つ製品を選ぶようにするとよいでしょう。ここでは、主な製造現場の課題別に、おすすめの製品を紹介します。