こちらのページでは、業務用3Dプリンターでの造形作業後に発生するサポート材除去について、手間を軽減するためのポイントや解決の具体的手段、注意すべき点などを解説しています。水溶性サポート材を用いたり、後処理を効率化できる機器を活用したりすることで、造形後の作業時間を短縮できる場合があります。条件が合えば、造形後の確認や仕上げにかかる時間を抑え、開発リードタイムの短縮につなげることも可能です。ぜひ、参考にしてみてください。
業務用3Dプリンター、なかでもフィラメントを材料に用いるFDM/FFF方式などの3Dプリンターでは、造形物の精度を安定させるためにサポート材が併用されます。例えばアルファベットの「T」の字の形状を造形する場合、サポート材が横棒部分を下から支える役割を担うことで、造形作業を安定させ完成品の精度を高めるという仕組みです。
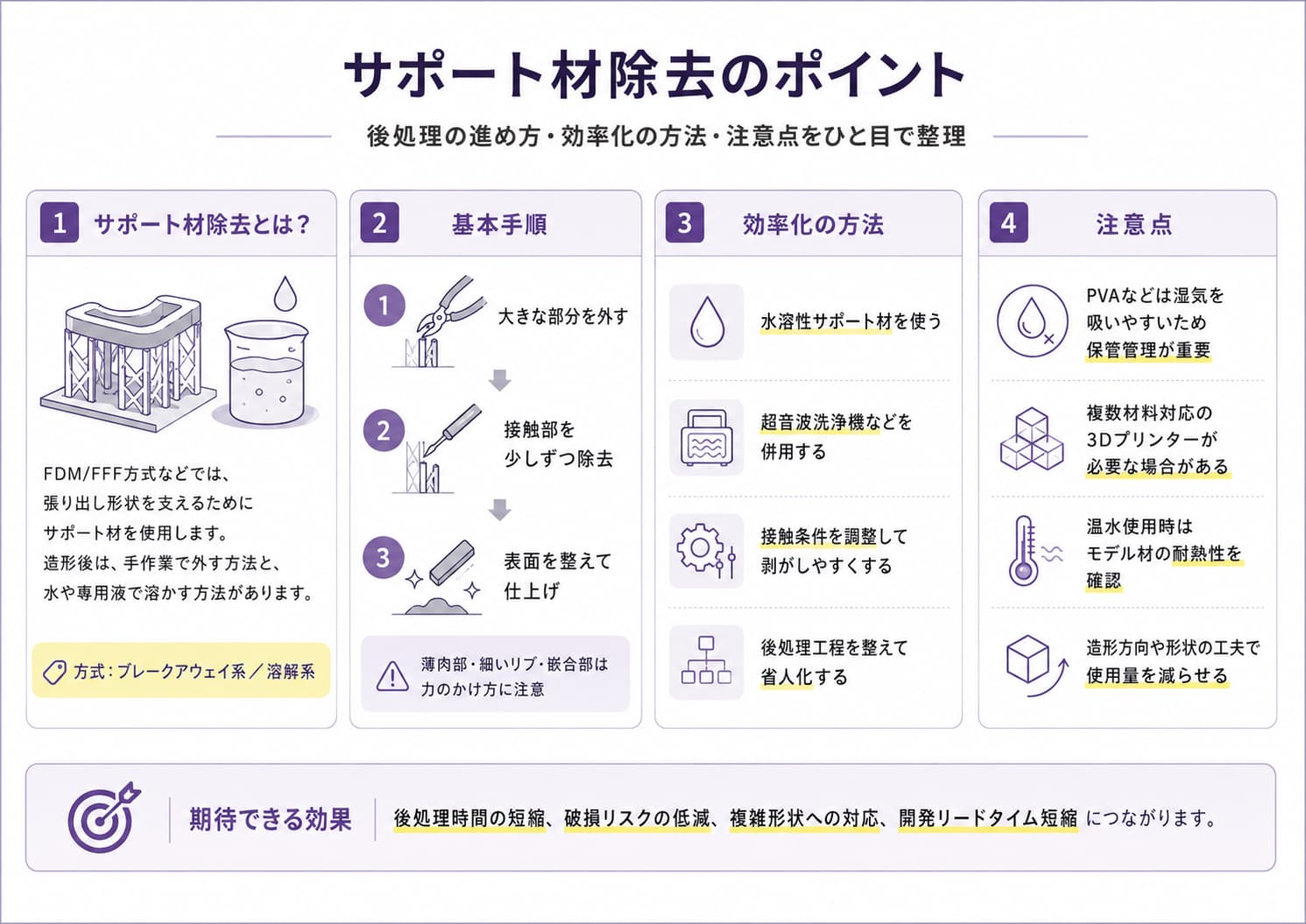
しかしながら造形物の完成後は、サポート材は役目を終えるため、何らかの方法で造形物から除去する作業が必要となります。ちなみにサポート材は種類によって除去方法が異なり、大別するとニッパーややすりなどでの手作業で除去するブレークアウェイ系、水や専用液などで溶かす溶解系、それらのハイブリッド方式があります。
サポート材除去は、造形物から一気に剥がすのではなく、大きな部分を落とし、接触部付近を小さく残し、最後に表面を整えるという順で進めると破損を抑えやすくなります。特に薄肉部品や細いリブ、嵌合部、意匠面を含む試作品では、力をかける方向によって欠けや白化、表面荒れが発生することがあります。
まずは造形物全体を確認し、サポート材がどこでモデル材に接しているかを見ます。大きく張り出したサポート材は、ニッパーやペンチで少しずつ切り離します。このとき、造形物の根元に刃を入れて一度で切ろうとすると、モデル側に力が伝わりやすくなります。最初はサポート材側を大きめに残し、造形物へ直接負荷をかけないようにすることが大切です。
大まかなサポート材を外した後は、造形物との接触部に残った細かな突起を処理します。ピンセット、精密ニッパー、バリ取り工具、やすりなどを使い、必要に応じて段階的に仕上げます。寸法確認に使う試作品や治具では、見た目だけでなく、嵌合部や接触面にサポート跡が残っていないかも確認しておくと、後工程での手戻りを減らしやすくなります。
上記でご紹介したなかでも、手作業での除去が必要となるブレークアウェイ系は、大きな手間を要し、造形物を誤って破損させてしまうリスクもあります。そうしたデメリットを軽減するためには、溶解系のサポート材を使用する、後処理を効率化できる機器を活用するなどの方策があります。具体的には以下のような例があります。
手作業でサポート材を除去する場合は、切る、つかむ、削る、磨くという作業ごとに工具を使い分けることが重要です。工具をひとつで済ませようとすると、狭い部分に刃が入らない、力をかけすぎる、表面に傷が残るといった問題が起きやすくなります。
| 工具 | 主な用途 | 注意点 |
|---|---|---|
| 精密ニッパー | 大きなサポート材や細い支柱の切断 | 造形物の根元を直接切らず、少し余裕を残して切る |
| ピンセット | 細部に残ったサポート材の除去 | 薄いパーツを引っ張りすぎない |
| ラジオペンチ | つかみにくいサポート材の保持や折り取り | 面で押さえすぎると造形物に跡が残る場合がある |
| バリ取り工具 | 接触部に残った突起やバリの処理 | 削りすぎると寸法や嵌合に影響する |
| やすり・サンドペーパー | サポート跡や表面のざらつきの仕上げ | 意匠面や寸法基準面では番手と削る範囲を確認する |
サポート跡が残った場合は、造形物の用途に応じて仕上げ方を変えます。外観確認用の試作品であれば、やすりや研磨で表面を整えることが有効です。一方、治具や嵌合確認用の部品では、削りすぎると寸法が変わり、確認結果に影響することがあります。そのため、寸法が関係する面では、サポート材の接触位置を造形前に調整しておくことも重要です。
PVAなどの水溶性サポート材は、造形後に水で溶かすことができる半面、湿気を吸収しやすい特性があり、湿った状態で使用すると3Dプリンターのノズルが詰まってしまう要因になります。そのため、保管時には乾燥庫の使用などが重要となります。また水溶性サポート材を用いるには、モデル材とサポート材を分けて出力できる複数材料対応の3Dプリンターが必要となりますので、機種選定も後処理効率化の大きな鍵です。代表的にはデュアルノズルやデュアルヘッド構成が用いられますが、機種によって対応方式は異なるため、使用できる材料とサポート材の組み合わせを事前に確認しましょう。
なお水溶性サポート材は製品によって、温水を用いることで溶解速度を速めることができる場合もありますが、その際にはモデル材のフィラメントの耐熱温度も要確認。サポート材除去を急ぐあまり、せっかく造形した試作品が熱変形してしまっては本末転倒です。
もうひとつ、設計時の工夫によってサポート材の使用量を減らすことも可能です。例えば造形物の向きを変えることで、サポート材が造形物本体に付着する範囲を抑えられる場合があります。また、オーバーハング部分の角度を調整したり、可能であれば造形物を2つに分けたりすることで、サポート材が付着する量を削減でき、ひいてはコスト抑制にもつながります。
水溶性サポート材は手作業での除去が困難な、複雑な形状や入り組んだ形状の試作品作成に適しており、例えば内部に空気の流路構造を持つ部品、骨格のように細かな構造を持つ造形物、製造部品の嵌合確認用モデルなどで、時間短縮や作業効率化が期待できます。
例えば前日の夜に作成した試作品をひと晩水に浸けておけば、翌朝には検討作業に入れる場合があります。また水溶性サポート材は超音波洗浄機を併用することで除去にかかる時間をさらに早められる場合もあります。開発にかかる時間を短縮し、スピーディーに量産体制を整えることに寄与してくれるはずです。
サポート材を外すタイミングは、造形方式や材料によって異なります。FDM/FFF方式では、造形直後に造形物や造形台に熱が残っている場合があるため、作業しやすい状態になってから除去します。光造形方式では、洗浄や二次硬化など後処理工程の順序が仕上がりに影響する場合があるため、使用するレジンやメーカーの推奨条件に合わせて判断します。
水で溶かすには、PVAなどの水溶性サポート材に対応した材料構成と、モデル材とサポート材を分けて出力できる複数材料対応の3Dプリンターが必要です。代表的にはデュアルノズルやデュアルヘッド構成が用いられますが、機種によって対応方式は異なるため、使用できる材料とサポート材の組み合わせを事前に確認しましょう。水溶性サポート材は複雑な内部形状や手が入りにくい箇所に有効ですが、湿気を吸いやすい材料もあるため、保管環境や乾燥管理もあわせて確認する必要があります。
形状によっては、造形方向の変更、分割造形、オーバーハング角度の調整によってサポート材を減らせる場合があります。ただし、サポート材を無理に減らすと、反り、垂れ、寸法不良、表面荒れが発生することもあります。業務用途では、サポート材の有無だけで判断せず、造形精度、後処理時間、仕上がり、材料コストのバランスで検討することが大切です。
3Dプリンターの登場は製造業界、とりわけ試作品製造やインダストリアルデザインの分野に大きな変化をもたらしましたが、サポート材の除去という作業も付随することとなりました。しかし現在では、作業者の負担や納期遅延、品質バラつきを抑制しやすい、除去しやすいサポート材も選択肢に入ります。設計者が研究開発により集中できる環境を整えることができ、ひいては企業の競争力向上にもつながりますので、3Dプリンターのサポート材選びには、ぜひ本腰を入れてみてください。
参照元:Prusa Research「Support material」(https://help.prusa3d.com/article/support-material_1698)、UltiMaker「PVA 3D printing materials」(https://ultimaker.com/materials/pva/)、Polymaker「PolyDissolve™ S1」(https://polymaker.com/product/polydissolve-s1/)
外注待ちの長さ、ブレによるスピードの上げづらさ、大型・耐熱部品の作りにくさは、現場の生産性を下げます。 産業用(業務用)3Dプリンターを選ぶ際には、各課題解決に適した機能特徴を持つ製品を選ぶようにするとよいでしょう。ここでは、主な製造現場の課題別に、おすすめの製品を紹介します。