こちらのページでは、業務用3Dプリンターの後処理に関係する水溶性サポート材について解説しています。業務用3Dプリンターでの造形作業には、造形精度を安定させるためにサポート材が用いられますが、造形完了後にはサポート材の除去が必要です。そこで注目されるのが、後処理の手間や造形物を破損させるリスクを抑えやすい水溶性サポート材です。水溶性サポート材の特徴やメリット、除去方法、使用時の注意点を押さえ、業務用3Dプリンター選びの参考にしてみてください。
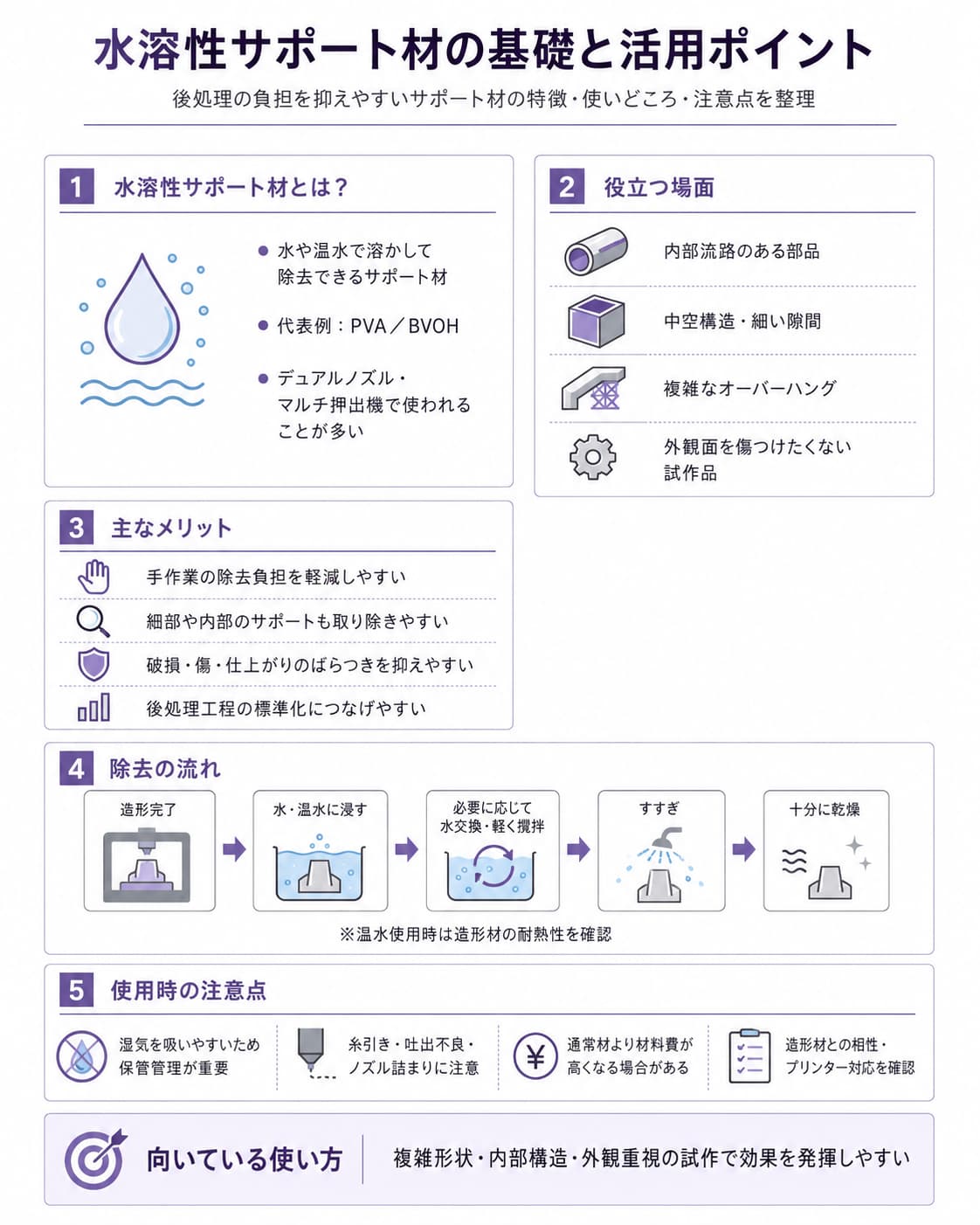
水溶性サポート材とは、水で溶かして除去できる3Dプリンター用のサポート材です。造形後に水や温水へ浸すことでサポート材を溶かせるため、ニッパーやピンセットで削る、剥がすといった手作業の負担を軽減しやすい点が特徴です。
素材としては、ポリビニルアルコールを主成分とするPVAや、PVAよりも溶解性・扱いやすさに配慮されたBVOHなどが代表的です。一般的には、デュアルノズルやマルチ押出に対応した3Dプリンターを用い、一方のノズルで造形物本体を作り、もう一方のノズルで水溶性サポート材を出力します。
通常のサポート材は、造形後に手作業で取り外す必要があります。一方、水溶性サポート材は水に溶かして除去できるため、手が入りにくい細部や内部構造のサポート材も取り除きやすく、造形物を傷つけるリスクを抑えやすいという利点があります。
水溶性サポート材は、手作業では取りにくい場所にサポート材が残りやすい造形物で特に役立ちます。例えば、内部流路のある部品、中空構造、細い隙間のある形状、複雑なオーバーハングを持つ試作品では、ニッパーやピンセットだけでサポート材を取り除こうとすると、作業に時間がかかるだけでなく、造形物を傷つけてしまう場合があります。
業務用3Dプリンターでは、外観確認用の試作品だけでなく、嵌合確認、治具、機能検証用モデルなど、寸法や形状の再現性が求められる造形に使われることがあります。こうした用途では、サポート材を無理に剥がすことで表面が荒れたり、薄肉部が欠けたりすると、検証結果にも影響が出かねません。水溶性サポート材を使えば、造形後に水や温水へ浸してサポート材を溶かせるため、後処理の作業者差を抑えながら、細部の仕上がりを安定させやすくなります。
また、造形時間や溶解時間の見込みを立てておけば、夜間に造形を行い、翌朝に洗浄・乾燥を進めるといった運用も検討できます。すべての造形で水溶性サポート材を使う必要はありませんが、手で除去しにくい形状や、後処理で破損させたくない試作品では、材料費を含めてもメリットを見込める場合があります。
水溶性サポート材のメリットとして筆頭に挙げられるのは、造形後のサポート材除去にかかる手作業を減らしやすい点です。一定時間、水や温水に浸すことで、手作業では除去しきれない空洞内部や細部のサポート材も取り除きやすくなります。そのため、後処理にかかる時間を短縮し、試作や検証の流れを進めやすくなります。
また、手作業でサポート材を除去する場合、力を入れすぎて造形物を破損させたり、表面に傷を付けたり、薄肉部を欠けさせたりするリスクがあります。水溶性サポート材であれば、サポート材を無理に剥がす工程を減らせるため、造形物の破損リスクや仕上がりのばらつきを抑えやすい点もメリットです。
さらに、除去作業の負担を減らすことは、作業者の疲労軽減にもつながります。サポート材を削ったり折ったりする作業が少なくなれば、細部の仕上げに集中しやすくなり、後処理工程全体の標準化もしやすくなります。
水溶性サポート材の除去は、造形物を水または温水に浸し、サポート材が溶けるまで待つ方法が基本です。常温の水でも溶解は進みますが、作業時間を短縮したい場合は、造形材の耐熱性を確認したうえで温水を使うと効率化しやすくなります。ただし、PLAなど熱に弱い材料では、高温の水によって変形するおそれがあるため、温度を上げすぎないことが重要です。
サポート材が多い場合や、内部に水が入り込みにくい形状では、水が濁ったタイミングで交換したり、定期的に軽く攪拌したりすると、溶解を進めやすくなります。細い隙間や奥まった部分にゲル状のサポート材が残る場合は、ブラシやピンセットで軽く取り除き、再度きれいな水に浸すと仕上がりを整えやすくなります。
超音波洗浄機を使う方法もありますが、長時間の使用で水温が上がったり、振動によって薄肉部や細部に負荷がかかったりする場合があります。そのため、いきなり長時間運転するのではなく、短い時間で状態を確認しながら洗浄することが大切です。除去後は、表面や内部に溶解液が残らないようにすすぎ、十分に乾燥させてから寸法確認や後工程へ進めます。
水溶性サポート材は、手作業ではサポート材を取り除きにくい複雑形状の試作や検証用モデルで活用しやすい材料です。特に、内部流路、中空構造、細かな隙間、複雑なオーバーハングを持つ造形物では、ニッパーやピンセットだけでサポート材を除去しようとすると、作業時間が長くなったり、造形物を傷つけたりする場合があります。
ただし、すべての造形で水溶性サポート材を使う必要はありません。単純な形状や、手でサポート材を外しても品質に影響しにくい試作では、通常のサポート材の方がコストを抑えやすい場合があります。水溶性サポート材は、後処理の難しさや破損リスクが課題になる造形物に絞って使うと、費用対効果を判断しやすくなります。
水溶性サポート材は水に溶けやすい一方で、湿気を吸収しやすい性質があります。湿気を含んだ水溶性サポート材を使用すると、糸引き、吐出不良、ノズル詰まり、造形品質の低下につながることがあります。そのため、水溶性サポート材は乾燥剤を入れた密閉容器やフィラメントドライヤーなどで保管することが大切です。
また、水溶性サポート材は一般的な造形材や手で剥がすタイプのサポート材より材料費が高くなる場合があります。そのため、すべての造形に使うのではなく、複雑形状、内部構造、外観面を傷つけたくない試作品などに絞って使うと、費用対効果を判断しやすくなります。初期検討段階では通常のサポート材を使い、最終確認や複雑形状の検証では水溶性サポート材を使う、といった使い分けも有効です。
造形材との相性にも注意が必要です。水溶性サポート材を使う場合は、使用する3Dプリンターが材料に対応しているか、造形材とサポート材の推奨温度が合っているか、スライサー上でサポートの接触条件を調整できるかを確認しておく必要があります。材料だけを用意しても、プリンターや設定が合っていなければ、きれいに造形できない場合があります。
除去後の水や溶解液の扱いも、社内ルールに沿って確認しておきましょう。少量であっても、材料や添加物、地域の排水ルールによって扱い方が変わる場合があります。業務用として継続的に使う場合は、洗浄場所、乾燥場所、排水方法、保管方法まで含めて運用を決めておくと安心です。
水溶性サポート材を活用するなら、業務用3Dプリンター本体の造形性能だけでなく、サポート材の運用まで含めて比較することが重要です。水溶性サポート材は、デュアルノズルやマルチ押出に対応した3Dプリンターで使われることが多いため、対応する材料、造形材との相性、スライサー上のサポート設定、ノズル温度、保管環境を事前に確認する必要があります。
業務用3Dプリンターを選ぶ際は、造形サイズや積層ピッチだけでなく、サポート除去にかかる時間、洗浄設備、乾燥工程、材料保管まで含めて確認しましょう。造形物の形状によっては、水溶性サポート材に対応しているかどうかが、後処理時間や仕上がりの安定性に影響する場合があります。
特に、内部構造のある部品、細かな隙間を持つ試作品、外観面を傷つけたくないモデルを継続的に造形する場合は、水溶性サポート材への対応可否を比較項目に入れておくと判断しやすくなります。導入前には、使用予定の造形材、サポート材の種類、洗浄方法、保管環境、後処理にかけられる時間を整理し、自社の用途に合う業務用3Dプリンターを選ぶことが大切です。
参照元:Raise3D国内総代理店 日本3Dプリンター株式会社「水溶性サポート材の特性と効果的な除去方法」(https://www.raise3d.jp/news/77)
参照元:3Dプリンター IT CUBE「水溶性サポート材(PVA)で造形!失敗しない4つのポイント!」(https://tenagle.com/pva/)
参照元:SK本舗「水溶性サポート材(PVA/BVOH)の使い方ガイド」(https://skhonpo.com/blogs/faq/water-soluble-support-material-pva-bvoh-guide)
参照元:UltiMaker「PVA 3D printing materials」(https://ultimaker.com/materials/pva/)
外注待ちの長さ、ブレによるスピードの上げづらさ、大型・耐熱部品の作りにくさは、現場の生産性を下げます。 産業用(業務用)3Dプリンターを選ぶ際には、各課題解決に適した機能特徴を持つ製品を選ぶようにするとよいでしょう。ここでは、主な製造現場の課題別に、おすすめの製品を紹介します。